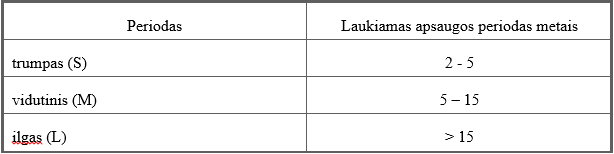
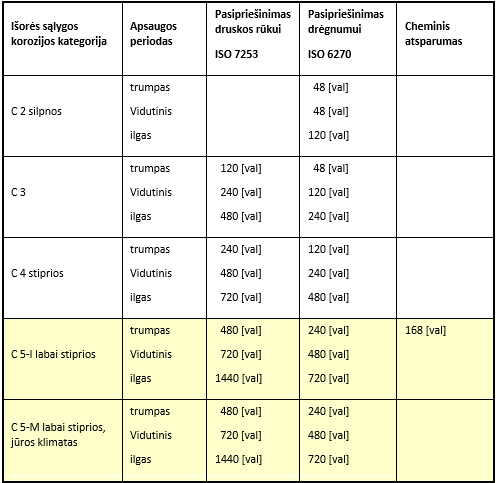
Paviršiaus apsaugos klasės
 Korozija (iš lot. corrosio) tai metalų irimas dėl fizikinės ir cheminės sąveikos su aplinka, kai metalas pereina į oksiduotą būklę ir praranda jam būdingas savybes. Tipiškiausia korozija – geležies rūdijimas. Jos rūdys yra purios, todėl korozija gali plisti gilyn. Kiti metalai (chromas, aliuminis) koroduodami apsitraukia plona, standžia, deguonies nepraleidžiančia plėvele, kuri saugo metalą nuo tolesnės korozijos.
Korozija (iš lot. corrosio) tai metalų irimas dėl fizikinės ir cheminės sąveikos su aplinka, kai metalas pereina į oksiduotą būklę ir praranda jam būdingas savybes. Tipiškiausia korozija – geležies rūdijimas. Jos rūdys yra purios, todėl korozija gali plisti gilyn. Kiti metalai (chromas, aliuminis) koroduodami apsitraukia plona, standžia, deguonies nepraleidžiančia plėvele, kuri saugo metalą nuo tolesnės korozijos.METALŲ APSAUGA NUO KOROZIJOS:
Metalo parinkimas ir jo apdorojimas
Norint apsaugoti nuo korozijos, reikia tinkamai parinkti metalą. Yra daug metalų, kurie ne tik atsparūs korozijai, bet ir pasižymi geromis mechaninėmis savybėmis (pvz., nerūdijantysis, kaitrai atsparusis plienas, spalvotieji metalai ir jų lydiniai).
Labai svarbu tinkamas metalo apdirbimas. Netinkamai jį apdirbus gali prasidėti korozija. Korozijos priežastis gali būti ir struktūriniai suvirinto metalo pokyčiai, nes nevienalytėje struktūroje susidaro potencialų skirtumas. Metalas tuo atsparesnis korozijai, kuo jis vienalytiškesnis ir kuo mažiau jame teršalų.
Metalų paviršių apdirbimas
Metalų paviršiaus apsaugai nuo korozijos naudojamos šios apsauginės dangos: metalo (aliuminio, kadmio, chromo, vario, nikelio, cinko bei įvairių lydinių), metalo junginių (oksidų, oksidų-chromatų, fosfatų ir kt.) ir nemetalų (tepalų, lakų, dažų, dervų, gumos, emalio, keramikos ir kt.)
Metalų junginių dangos dažniausiai susidaro vykstant cheminėms reakcijoms, sukuriamos oksidavimu, chromatavimu, fosfatavimu. Oksidavimas – procesas, kuriam vykstant, metalo paviršiuje susidaro oksidinė danga. Oksiduojama terminiu, gariniu – terminiu, cheminiu ir elektrocheminiu būdu. Plieno gaminys veikiamas bet kokiais oksidatoriais. Labiausiai paplitęs būdas yra dirbinių nardinimas į druskų nitratų tirpalą maždaug 140 °C temperatūroje. Kartais oksidavimas vadinamas juodinimu, nes dirbinys pasidaro melsvai juosvas. Be plieno, oksiduojami aliuminis, magnis ir jų lydiniai. Šiuo būdu gaminiai apsaugomi nuo atmosferos poveikio (įvairūs įrankiai, prietaisai).
Kuo glotnesnis paviršius, tuo metalas atsparesnis korozijai. Ant šiurkštaus paviršiaus nusėdusiose dulkėse kaupiasi drėgmė, sukelianti koroziją, sunkiau susidaro apsauginės oksidų plėvelės. Koroziją labai veiksmingai sumažina, pavyzdžiui, paviršiaus kietinimas šratasraute mašina. Metalų paviršiaus dengimas korozijai atspariomis medžiagomis. Tai vienas veiksmingiausių ir dažniausių kovos su korozija būdų. Parenkant dengiamąją medžiagą, atsižvelgiama į tai, kokį korozinį, mechaninį ir šiluminį poveikį patirs gaminys. Be to, atsižvelgiama į jo formą, matmenis, didumą, taip pat į kainą.
Metalų paviršiaus apsaugai nuo korozijos naudojamos šios apsauginės dangos: metalo (aliuminio, kadmio, chromo, vario, nikelio, cinko bei įvairių lydinių), metalo junginių (oksidų, oksidų-chromatų, fosfatų ir kt.) ir nemetalų (tepalų, lakų, dažų, dervų, gumos, emalio, keramikos ir kt.)
Metalų junginių dangos dažniausiai susidaro vykstant cheminėms reakcijoms, sukuriamos oksidavimu, chromatavimu, fosfatavimu. Oksidavimas – procesas, kuriam vykstant, metalo paviršiuje susidaro oksidinė danga. Oksiduojama terminiu, gariniu – terminiu, cheminiu ir elektrocheminiu būdu. Plieno gaminys veikiamas bet kokiais oksidatoriais. Labiausiai paplitęs būdas yra dirbinių nardinimas į druskų nitratų tirpalą maždaug 140 °C temperatūroje. Kartais oksidavimas vadinamas juodinimu, nes dirbinys pasidaro melsvai juosvas. Be plieno, oksiduojami aliuminis, magnis ir jų lydiniai. Šiuo būdu gaminiai apsaugomi nuo atmosferos poveikio (įvairūs įrankiai, prietaisai).
Chromatavimas
Chromatinės dangos sudarymas ant metalo paviršiaus chromo junginių tirpaluose. Chromatavimo tirpalas gaunamas chromo andihidridą tirpinant vandenyje. Chromatavimo proceso skatinimui į tirpalą įmaišoma sieros rūgšties.
Fosfatavimas
Netirpaus fosfatų sluoksnio sudarymas ant metalo paviršiaus fosfatų tirpaluose. Plieninės detalės dengiamos netirpia ortofosfatinės druskos plėvele. Fosfatinis sluoksnis yra gana šiurkštus ir sudaro gerą lakų ir dažų pagrindą.
Miltelinio dažymo kontrolės matavimo prietaisai
Pagal Šveicarijos Pramoninių lakų, dažų ir dangų kontrolės institutą Qualicoat, įmonė, dažanti milteliniais dažais, turi turėti laboratoriją, kurioje kontrolės užtikrinimui turi būti šie matavimo prietaisai bei priemonės :
Žvelgiant į nudažytą paviršių 60 ° kampu trijų metrų (vidaus sąlygoms skirta danga) arba penkių metrų (išorės sąlygoms skirta danga) atstumu, turi nesimatyti šių defektų:
Miltelinis dažymas apima du vienodai svarbius etapus : metalo paruošimą prieš dažymą ir miltelinį dažymą. Įmonė, dažanti savo gaminius, ar teikianti dažymo paslaugas, įsipareigoja šiuos darbus atlikti kokybiškai ir suteikia nudažytiems gaminiams garantiją.
Pagal Šveicarijos Pramoninių lakų, dažų ir dangų kontrolės institutą Qualicoat, įmonė, dažanti milteliniais dažais, turi turėti laboratoriją, kurioje kontrolės užtikrinimui turi būti šie matavimo prietaisai bei priemonės :
- Blizgesio matavimo prietaisas (ISO 2813).
Matavimai atliekami mažiausiai vieną kartą per 8 valandų darbo pamainą kiekvienai spalvai ir tiekėjui.
- Du dangos storio matavimo prietaisai (EN ISO 2360).
Matavimai atliekami priklausomai nuo dažomų gaminių skaičiaus. Pagrindinės taisyklės:
- Ant kiekvieno tikrinamo gaminio atliekami penki matavimai, kurių reikšmių vidurkis neturi būti mažesnis už normatyvinę reikšmę ( 1 sluoksnis – 60 µm, 2 sluoksniai – 110 µm).
- Kiekvieno matavimo reikšmė turi būti bent 80 % normatyvinės reikšmės.
- Skaitmeninės svarstyklės – tikslumas 0,1 mg.
- Reikmenys, su kuriais atliekamos įpjovos ir tikrinama adhezija (EN ISO 2409).
Matavimai atliekami mažiausiai vieną kartą per 8 valandų darbo pamainą kiekvienai spalvai ir tiekėjui.
- Dangos kietumo matavimo prietaisas (EN ISO 2815).
Matavimai atliekami mažiausiai vieną kartą per 8 val. darbo pamainą kiekvienai spalvai ir tiekėjui.
- Atsparumo ir elastingumo bandymo prietaisas (EN ISO 1520).
Matavimai atliekami mažiausiai vieną kartą per 8 val. darbo pamainą kiekvienai spalvai ir tiekėjui.
- Atsparumo smūgiui tikrinimo prietaisas (ASTM D 2794).
Matavimai atliekami mažiausiai vieną kartą per 8 val. darbo pamainą kiekvienai spalvai ir tiekėjui.
- Kaitinimo temperatūros ir laiko matavimo prietaisas (keturi matavimo taškai, iš kurių trys matuoja gaminio, vienas – oro temperatūrą).
- Elektros laidumo matavimo prietaisas.
- Įtrūkimo atsiradimo lenkimo metu matavimo prietaisas (EN ISO 1519).
Matavimai atliekami mažiausiai vieną kartą per 8 val. darbo pamainą kiekvienai spalvai ir tiekėjui.
- Tirpalai ir medžiagos, reikalingi Macho testui atlikti.
Matavimas atliekamas vieną kartą per savaitę
- Reagentai, reikalingi bandomąjai polimerizacijai atlikti.
Visų matavimų duomenys turi būti registruojami.
Visi matavimo prietaisai bei priemonės yra labai svarbūs užtikrinant dažymo, dangų kontrolę ir kokybę. Aptarsime matavimo metodus bei prietaisus, kuriuos turėtų atlikinėti ir turėti kiekviena dažymu užsiimanti įmonė.
- Vizualinis dangos kokybės vertinimas
- Ant kokybiškai nudažyto gaminio paviršiaus neturi būti pažeidimų per visą dangos sluoksnį.
- Spalva ir blizgumas turi būti vienodi ir tolygūs visose gaminio vietose.
Žvelgiant į nudažytą paviršių 60 ° kampu trijų metrų (vidaus sąlygoms skirta danga) arba penkių metrų (išorės sąlygoms skirta danga) atstumu, turi nesimatyti šių defektų:
-
Paviršiaus grublėtumo,
-
Kraterių,
-
Porų,
-
Pūslių,
-
Įbrėžimų.